
Les 3 secrets de l'adhérence 🧲 + Fil Chaud + Perso

Pour les Bricoleurs, Artisans,
et autres Aéromodélistes :
Numéro 45 du 18/09/2024
Les 3 secrets de l'adhérence 🧲
L'Atelier Prospère t'est présenté par :
TamTam3D(.fr)
Artisan, Bricoleur, Upcycleur : si tu as en projet d'améliorer ton quotidien et ta productivité grâce à l'impression 3D mais que tu galères ou hésites, je te propose d'en parler lors d'un appel diagnostic et conseil.
C'est facile, c'est gratuit, et ça peut rapporter gros :
Aujourd'hui je te propose une newsletter en 3 parties :
- Impression 3D : les secrets de l'adhérence
- Découpe fil chaud (CNC) : les secrets du rayonnement
- Mon activité du moment
Hop, commençons !

1. Adhérence au plateau en impression 3D
Si tu comprends ce qui suit, l'adhérence au plateau ne devrait plus te poser de problème. 3 points :
🔸 Le plus important est la distance entre la buse et le plateau qui doit être la plus constante possible.
Si tu as une buse de 0.4mm qui est censée se trouver à 0.2mm du plateau pour bien écraser le plastique liquide quand il sort, et qu'elle est en fait à 0.6mm du plateau, et bien tu extrudes "en l'air" : ça ne va pas accrocher.
Donc deux options pour que ça marche :
- Soit tu as un autolevel précis et bien réglé avec un maillage suffisamment fin : il va palper ton plateau et corriger ses imperfections en faisant faire à la buse un mouvement à distance constante du plateau.
- Soit tu as un plateau plan et des guidages bien rectilignes et ta buse se déplace avec moins de 0.1mm de défaut vertical.
IL N'Y A PAS D'ALTERNATIVE. Si ton plateau est pourri, et que tu n'as pas d'autolevel, c'est mort, point. Inutile de bidouille le truc pendant des heures : les gros carrés ne rentrent pas dans les petits ronds.
🔸 Ensuite vient la température du plateau : un plateau chauffé permet au filament de mieux coller.
Pour le PLA, une température autour de 60-65°C est suffisante, tandis que le PETG demande souvent environ 70-80°C.
Attention, les matériaux moins courants peuvent demander jusqu'à 100-110°C de température de plateau, toutes les imprimantes ne le permettent pas.
Attention à laisser refroidir avant de décoller pour ne pas déformer les pièces encore chaudes.
🔸 À quasi égalité avec la température vient le type de surface (et ce qu'il y a dessus) : certaines matières de plateau favorisent l'adhérence, comme le verre texturé ou les plaques magnétiques flexibles recouvertes de divers revêtements.
Mais ce qu'il y a SUR cette surface est aussi important :
- S'il y a du gras, des grosses traces de doigts (après avoir mangé des frites), c'est pas terrible, tu as des risques de décollement. Nettoie au produit à vaisselle + eau ou à l'alcool isopropylique.
- Il existe des colles qui favorisent l'adhérence et règlent bien des problèmes de décollement : 3DLac, Gloop, UHU Stick, fais des essais si tu as des soucis (ou du warping).
Si tu as des soucis de décollement de tes pièces, passe en revue ces trois points, ça doit se solutionner, y'a plus de raison (On est en 2024 nom de dla!)
2. Le principe du rayonnement et de sa compensation en découpe CNC par fil chaud
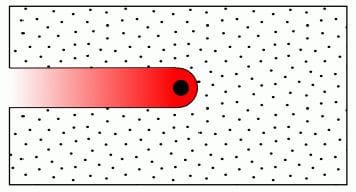
Sur la MC4X, la matière est découpée par un fil chauffant très fin qui la fait fondre sur son passage. Idéalement, le fil ne touche pas la matière qui est vaporisée (sublimée) au fur et à mesure du déplacement.
Le fil crée donc une saignée sur son passage, de l'ordre de 0.8 à 1mm de large. Si on veut obtenir des découpes précises, il faut décaler le trajet du fil de la moitié de cette valeur pour ne pas "manger" la pièce :
Jusque là, tout va bien, c'est comme en fraisage.
Là où ça se complique, c'est quand on effectue une découpe 4 axes : les deux extremités du fil ne vont pas nécessairement à la même vitesse.
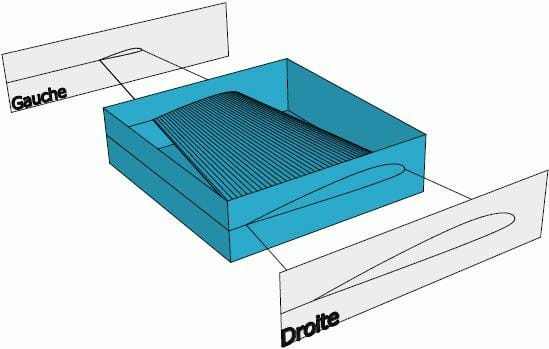
Dans le cas de figure ci-dessus, le côté droit avance à la vitesse de consigne, mais le côté gauche avance plus lentement, et donc il a le temps de transmettre plus de chaleur à la matière donc il fait fondre plus de matière, donc la saignée est plus large.
On peut par exemple avoir une saignée de 0.8mm à droite et de 1.6mm à gauche.
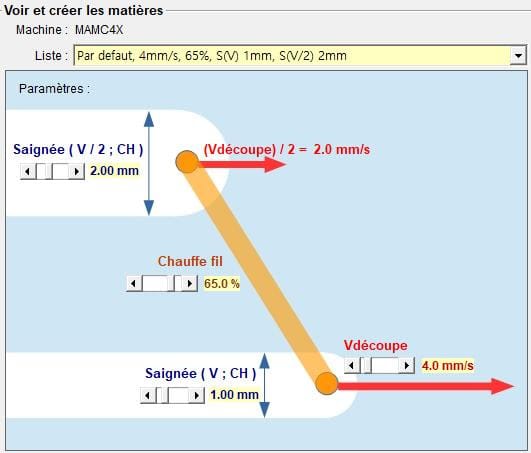
Heureusement pour nous, la variation est linéaire entre des deux valeurs, il suffit donc de plus décaler le côté qui avance lentement, et on retrouvera notre profil à la bonne dimension.
Pour cela il faut calibrer la matière à chauffe constante en faisant varier la vitesse.
Ci-dessous l'écran qui permet cela dans mon logiciel FilChaudNX :
Et le décalage variable, c'est quoi ?
Et bien dans certains cas de figure, sur des projets complexes, ce n'est pas toujours le même côté qui va à la vitesse de consigne. Sur un couple de segments ça peut être à droite, sur le couple de segments suivant ça peut être à gauche.
Dans ce cas, on ne peut pas conserver le même décalage pour tous les segments d'un profil, il faut utiliser un décalage variable, et créer des segments de jonction supplémentaires. C'est bien visible sur la découpe ci-dessous :

Petit fait de gloire : à ma connaissance, mon logiciel FilChaudNX est le seul à proposer cette fonctionnalité 😋.
Voilà, après cette "leçon de choses" comme on disait dans l'ancien temps, passons au dernier point.
3. Mon activité du moment :
- Je vais passer le week-end sur Paname avec ma femme à une rencontre d'entrepreneurs : 🎶 Paname, Paname on arrive, moi ma gueule et mon sac à dos 🎶. 3 jours pour parler de business et de brouzouf (il en faut 😅).
- Je produis des kits de MC4X, j'ai posté un petit short sur YouTube (lien ici, ou sur Instagram si tu préfères, attention le son est un poil fort) : je vais essayer de le faire plus souvent pour partager un peu mon quotidien de BricoEntrepeneur.
- Hier soir on a fait la 8ème (je crois) visioconférence de coaching commun de la deuxième promo des TamTam3D Printeurs que j'accompagne pour apprendre le dessin 3D de pièces techniques pour l'impression 3D. On était une douzaine et c'était bien cool avec des problèmes solutionnés, des questions répondues, du partage, de la discussion... (Et si tu étais dans la prochaine promotion ?)
- J'ai une de mes nièces qui fait de l'escalade en compétition a un niveau international. Elle a candidaté pour la bourse de la Feroce Academy (une marque de fringues qui file des ronds et de la visibilité aux jeunes sportifs, c'est cool : infos) et il y a un vote public (je cite leur présentation "à partir du 16, tu fais voter mamie" 😄). Alors si tu veux lui filer un coup de pouce, il sera le bienvenu, le formulaire de vote est ici : il faut cocher la case sous l'avant-dernière photo (Kintana ILTIS) et cocher aussi deux autres candidats (coche au hasard, 3 votes obligatoires), puis clique sur "Envoyer". Merci pour elle.
C'est tout pour cette édition, dis-moi : que penses-tu de ce format ?
À bientôt,
Renaud